Выпуск таблеток с уникальным дизайном часто повышает узнаваемость продукта среди потребителей. Несмотря на то, что размер и форма таблеток может быть различной, на практике существуют определённые технологические ограничения. Ограничивающие факторы обычно связаны с характеристиками пресс-инструмента и таблеточного пресса, используемых для изготовления таблеток. Некоторые виды таблеток проще в изготовлении и представляют большинство на полках аптек.
Виды таблеток
Классификация таблеток по виду основана на наиболее распространенных геометрических формах.
Современный пресс-инструмент
Функция пресс-инструмента для таблетирования заключается в изготовлении таблеток с заданными физическими характеристиками, такими как форма, толщина, масса и прочность. Для достижения этого отверстие матрицы заполняется таблеточной массой (порошкообразный материал или гранулы) на глубину, которая определяется положением нижнего пуансона. Положение нижнего пуансона определяет количество таблеточной массы, содержащейся в каждой таблетке. Затем головка верхнего пуансона входит в отверстие матрицы и к головкам пуансонов прикладывается усилие, необходимое для прессования таблеточной массы. Форма таблетки определяется конфигурацией отверстия матрицы и головок пуансонов. Толщина и прочность таблетки определяются величиной усилия прессования, приложенного к головкам пуансона, в то время как ее масса определяется количеством таблеточной массы, загруженной в матрицу перед прессованием.
Базовая конструкция пуансонов и матриц, используемых в роторных таблет-прессах, очень мало изменилась с тех пор, как эти пресса впервые появились на рынке в конце 1800-х годов. Были внесены лишь незначительные изменения, такие как уточнение формы головки, более жесткие допуски и улучшение отделки поверхности. В США при производстве больших партий таблеток на производственных прессах используются преимущественно три типа пуансонов и матриц соответственно.
Пуансоны
Пуансоны классифицируют в зависимости от их общей длины, диаметра цилиндра и внешнего диаметра головки пуансона. Эти размеры, а также другие технические характеристики инструмента для получения таблеток являются номинальными: то есть каждый размер имеет заданное значение, но его фактическое измерение после изготовления инструмента может отличаться от его спецификации. Популярные размеры оснастки обсуждается в этом разделе далее.
Наиболее часто используемыми в производственных таблет-прессах пуансонами являются пуансоны типа B и D. Пуансоны типа В2 используются преимущественно в устаревших моделях таблет-прессов, которые больше не производятся. На этапе разработки нового проекта таблеток используются пуансоны и матрицы типа F (на фото не показаны) и однопуансонный лабораторный таблет-пресс для определения приблизительной величины усилия прессования, необходимого для получения таблеток с желаемыми физическими характеристиками.
Пуансоны В-типа имеют стандартную общую длину 5,250 дюйма [133,35 мм] и диаметр головки 1 дюйм [25,40 мм]. Эти размеры одинаковы для верхнего и нижнего пуансонов. Диаметр цилиндра пуансона В-типа составляет 3/4 дюйма [19,05 мм], указанный диаметр цилиндра для верхнего и нижнего пуансонов составляет 0,7480 дюйма [19,00 мм].
Пуансоны B2-типа обычно имеют диаметр цилиндра 3/4 дюйма [19,05 миллиметров]. В таблице указаны диаметры цилиндров пуансонов В2-типа для конкретных моделей таблет-прессов. Диаметр головки этого пуансона составляет 1 дюйм [25,40 мм]; однако общая длина верхнего и нижнего пуансонов отличается. Длина верхнего пуансона составляет 5,250 дюйма [133,35 мм], в то время как длина нижнего пуансона составляет 3,562 дюйма [90,475 мм].
Пуансоны D-типа имеют ту же стандартную общую длину, что и пуансоны B-типа (5,250 дюйма [133,35 мм]), диаметр головки пуансонов D-типа составляет 1,250 дюйма [31,75 мм]. Пуансоны типа D имеют диаметр цилиндра 1 дюйм [25,40 мм]; однако иногда указанный диаметр цилиндра для верхнего и нижнего пуансонов может быть 0,9980 дюйма [25,35 мм].
Матрицы
Матрицы классифицируются в соответствии с их наружными диаметрами.
Матрица 0,945, как следует из названия, имеет диаметр 0,945 дюйма [24,00 мм]. Матрицу такого размера можно использовать с пуансонами B-типа и B2-типа. Эту матрицу обычно называют “BB-матрицей”.
Матрица 1,1875, иногда называемая “матрица 1 3/16”, имеет диаметр 1,1875 дюйма [30,16 мм] и также может использоваться с пуансонами B-типа и B2-типа. Эту матрицу обычно называют “В-матрицей”.
Матрица “D”, диаметр которой составляет 1,500 дюйма [38,10 мм], используется с пуансонами D-типа.
Сравнение фигурных и круглых таблеток
Логично, что пуансоны и матрицы, используемые для изготовления круглых таблеток, часто называют “круглой оснасткой”, а пуансоны и матрицы, используемые для изготовления фигурных таблеток, называются “фигурной оснасткой”, для овальной формы применяется название «облонг». После того, как отдел маркетинга определяет геометрическую форму таблетки, желаемая форма производится с помощью соответствующей оснастки.
Верхний и нижний пуансоны для фигурной таблетки содержат дополнительную деталь - шпонку, которая выступает над поверхностью цилиндра и вставляется в паз рабочей станции таблет-пресса. Шпонка предотвращает вращение пуансона вокруг своей оси при таблетировании, поэтому пуансон может снова войти в отверстие матрицы с заданным осевым выравниванием. Поскольку вращение пуансонов обычно не влияет на круглую конфигурацию, для круглых пуансонов редко требуется шпонка. Однако, если на круглом пуансоне нанесено тиснение, иногда на нем используется шпонка для предотвращения вращения пуансона вокруг его оси и возможного искажения тиснения во время выталкивания таблетки.
Независимо от формы таблетки и типа используемого инструмента, основные стадии прессования одинаковы.
|
ТАБЛИЦА 1. НАПРАВЛЕНИЕ ВРАЩЕНИЯ РОТОРА ТАБЛЕТ-ПРЕССА
|
|
ТИП ТАБЛЕТ-ПРЕССА
|
НАПРАВЛЕНИЕ ВРАЩЕНИЯ
|
|
CADMACH
|
ПЧС
|
|
COURTOY
|
ПРЧС
|
|
HATA
|
ПРЧС
|
|
FETTE
|
ПРЧС
|
|
KIKUSUI
|
ПРЧС
|
|
KILIAN
|
ПРЧС
|
|
KORSCH
|
ПРЧС
|
|
MANESTY
|
ПЧС
|
|
RIVA
|
ПЧС
|
|
STOKES
|
ПРЧС (Серия Gem);
ПЧС (все другие модели)
|
|
VECTOR
|
ПРЧС
|
|
ПРИМЕЧАНИЕ: ПЧС = ПО ЧАСОВОЙ СТРЕЛКЕ; ПРЧС = ПРОТИВ ЧАСОВОЙ СТРЕЛКИ.
|
Роторные таблет-прессы
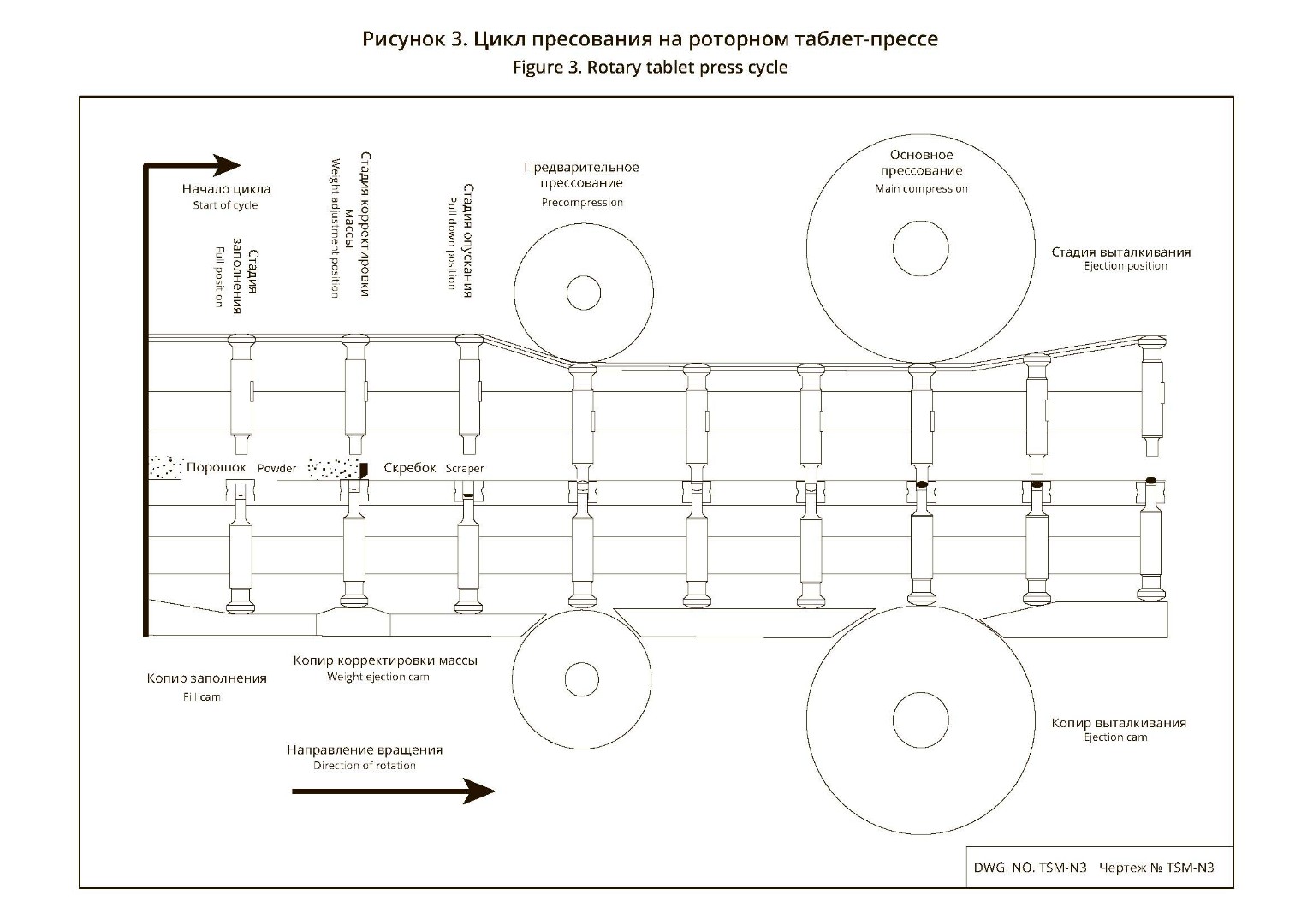
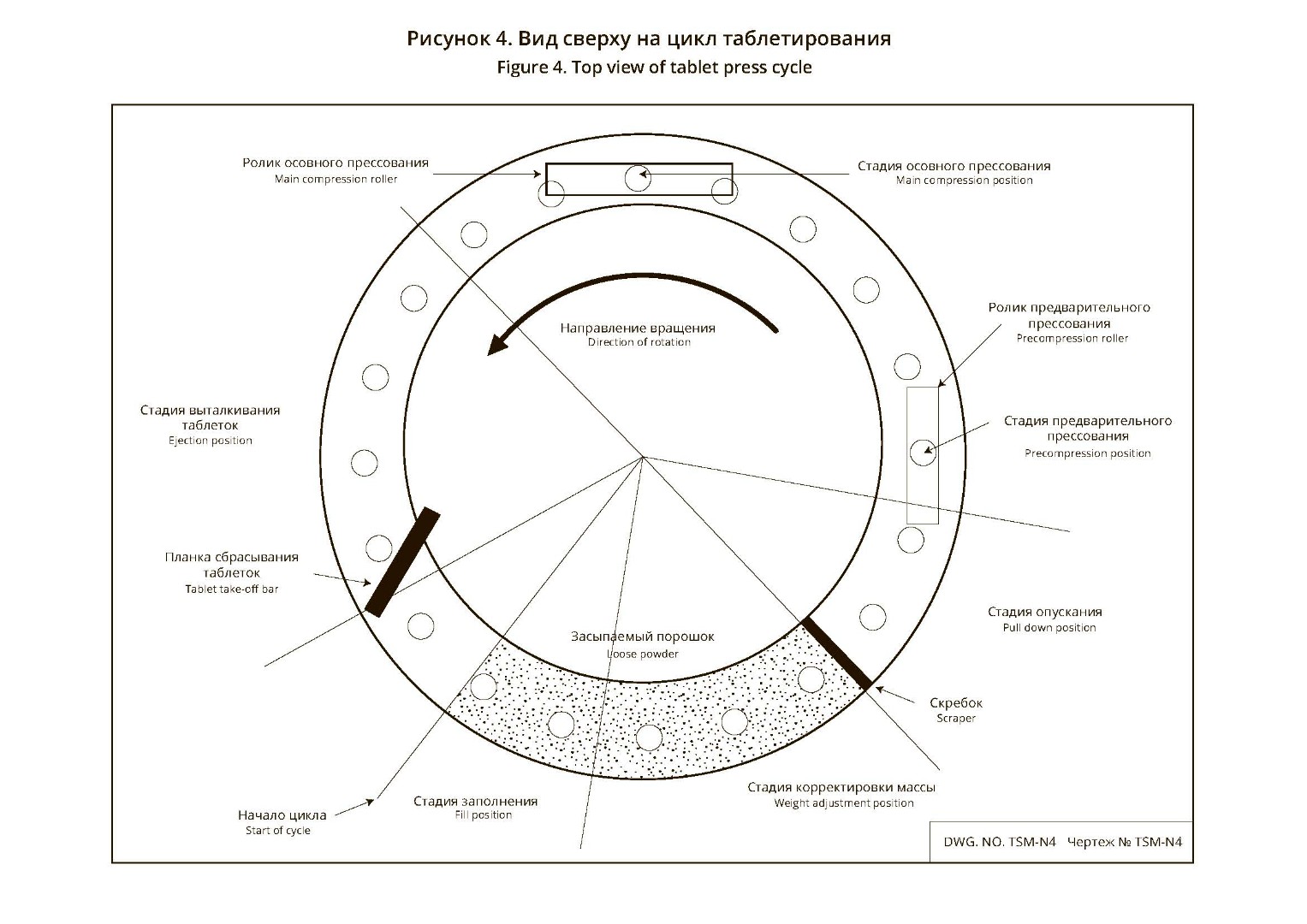
Основные достижения в производстве таблеток были достигнуты благодаря новым моделям роторных таблет-прессов: увеличилась их скорость, в производственный цикл была добавлена стадия предварительного прессования, в некоторых прессах электронная система (A.W.C. – Auto Weight Control) автоматически регулирует положение нижнего пуансона в процессе заполнения матрицы таблеточной массой для поддерживания заданной массы таблеток. Конструкция роторных таблет-прессов была разработана с учетом базовой конфигурации TSM-инструмента, чтобы производители таблеток могли продолжать использовать имеющийся у них ассортимент пресс-инструмента. Все таблет-прессы имеют рабочие станции, на которых выполняются определенные этапы производства таблеток. На этих рисунках показан производственный цикл таблетирования, где ротор вращается против часовой стрелки. В таблице 1 указано направление вращения ротора основных производителей таблет-прессов.
Стадия заполнения матрицы
На стадии заполнения нижний пуансон опускается, проходя через копир заполнения, а матрица проходит под рамой питателя. Опускание нижнего пуансона создает небольшое разряжение и объём в отверстии матрицы. Это позволяет порошкообразному материалу поступать в отверстие матрицы. По мере того, как матрица продолжает свое прохождение под рамой питателя, порошкообразный материал продолжает поступать в её отверстие под действием гравитации. Порошок может подаваться в матрицу либо гравитационным питателем, как описано выше (прессуемый материал подается без механической помощи), либо механическим питателем (прессуемый материал принудительно проталкивается в отверстие матрицы вращающимися лопастями питателя).
Как правило, положение копира заполнения остается фиксированным в течение всего производственного цикла и может быть скорректировано или изменено только вручную. Удержание копира заполнения в фиксированном положении позволяет проводить заполнение одинаковым количеством порошкообразного материала для каждой матрицы. После заполнения отверстия матрицы нижний пуансон перемещается к копиру регулировки массы.
Стадия регулировки массы
Далее копир регулировки массы поднимает нижний пуансон, который выталкивает излишки порошкообразного материала из заполненной матрицы. После того, как матрица покидает зону рамы питателя, подпружиненный скребок с острым краем удаляет излишки порошка с поверхности матрицы.
Максимальное вертикальное положение, достигаемое копиром регулировки массы, регулирует количество подаваемого порошка и количество порошка, остающегося в матрице, определяя тем самым конечную массу таблетки. Увеличение максимального вертикального положения этого копира приведет к удалению некоторого количества порошка, что приводит к уменьшению массы таблетки; и наоборот, уменьшение максимального вертикального положения копира приведет к удалению меньшего количества порошка, что приведет к увеличению массы таблетки. На полуавтоматических таблет-прессах положение копира регулировки веса регулируется вручную; на автоматических таблет-прессах положение копира задается электронным модулем, управляемым компьютером.
Стадия предварительного прессования
Более новые модели таблет-прессов имеют опцию предварительного прессования, где нижний пуансон опускается вниз так, чтобы верхняя часть столба порошка в отверстии матрицы находилась ниже поверхности матричного стола. Одновременно при этом верхний пуансон опускается с помощью направляющих верхнего копира. Опускание столба порошка предотвращает выдувание порошка из матрицы при входе верхнего пуансона в отверстие матрицы. Таким образом предотвращается колебание массы таблетки. Когда верхний пуансон входит в матрицу, начинается предварительное прессование.
Во время предварительного прессования сыпучий порошок уплотняется в матрице за счет удаления любого воздуха, попавшего в столб порошка, и за счет физической ориентации частиц порошка. Как правило, усилие предварительного прессования, меньше усилия основного прессования. В таблет-прессах, где копир заполнения может регулироваться автоматически, на стадии предварительного прессования можно использовать автоматический контроль массы таблеток (A.W.C.). Сформированная на этом этапе “таблетка” теперь готова к основному прессованию.
Стадия основного прессования
Основной этап прессования придает таблетке ее окончательные характеристики. Конечная толщина таблетки определяется расстоянием между пуансонными роликами, которое определяет расстояние между головками пуансонов. В некоторых таблет-прессах на стадии основного прессования можно использовать систему автоматического контроля массы.
Стадия выталкивания и стадия сброса
Перед стадией выталкивания верхний пуансон извлекается из отверстия матрицы, а нижний пуансон выдвигается вверх направляющими нижнего копира, тем самым выталкивая сформированную таблетку из матрицы. На стадии выталкивания планка для снятия таблетки, расположенная над ротором, сбрасывает таблетку с матрицы.
Успешное завершение каждого этапа производства таблеток зависит от того, насколько хорошо пресс-оснастка взаимодействует друг с другом и элементами таблеточного пресса. Обеспечение соответствия пресс-инструмента и таблет-прессов TSM-спецификациям может устранить многие производственные проблемы. Понимание технических чертежей имеет решающее значение для определения соответствия инструмента TSM-спецификациям.
• • •
Специалисты компании Ист-Пак всегда готовы ответить на Ваши вопросы и оказать помощь в подборе соответствующего оборудования для производства таблеток.
Любые интересующие вас вопросы просим направлять по адресу: sales@eapack.ru