Спецификации TSM-инструмента и варианты конструкции
Подробные чертежи пуансонов и матриц, содержащиеся в данном разделе, представляют собой основную часть TSM-спецификаций. Хотя номинальные размеры, показанные на этих чертежах, оставались практически неизменными на протяжении многих лет, допуски для этих размеров и качество обработки поверхности инструментов в некоторой степени изменились в лучшую сторону, поскольку улучшилось оборудование, используемое для изготовления пресс-инструмента.
В некоторых случаях допуски основаны строго на тех принципах, которые разумно достижимы с использованием существующего оборудования. Однако в большинстве случаев допуски являются результатом тщательного рассмотрения того, какие ограничения следует предоставить пользователям с одновременным обеспечением удовлетворительных характеристик инструментов, а также позволить поставщикам по разумной цене предоставлять пресс-инструменты.
Влияние размеров пресс-инструмента на производство таблеток
Надлежащее взаимодействие между пресс-инструментом и таблет-прессами, на которые он устанавливается, является основой определения соответствующих размеров и допусков при изготовлении таблеток.
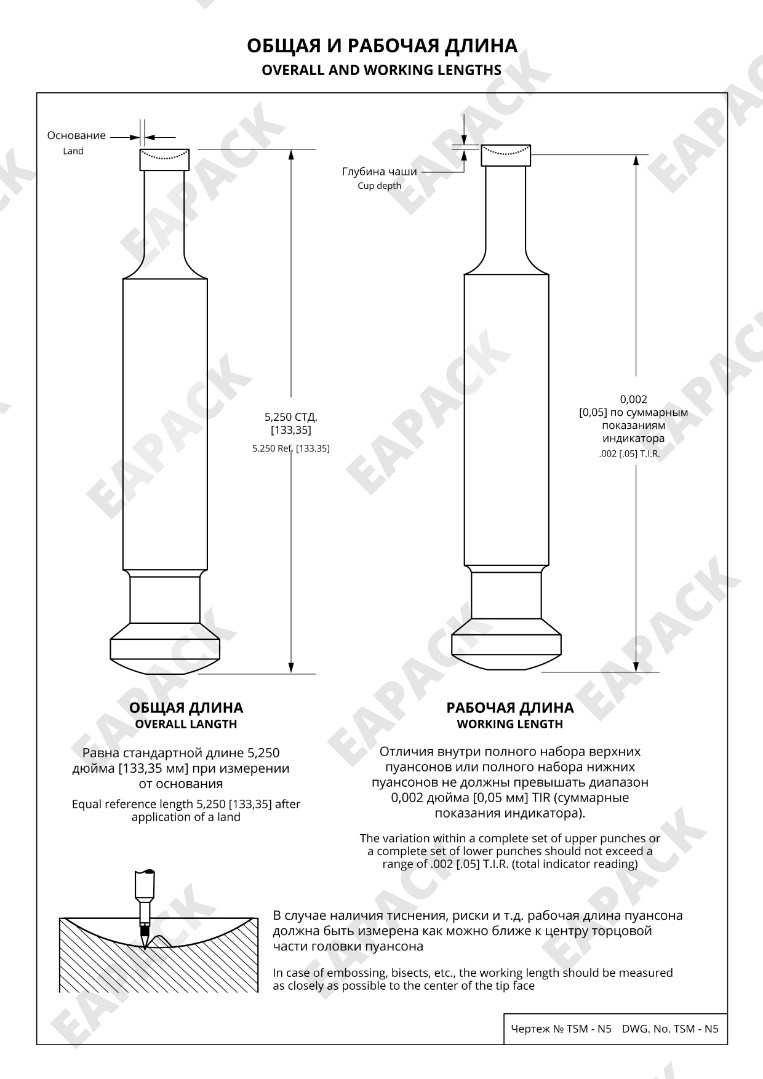
Глубина чаши, общая длина и рабочая длина
Глубина чаши, общая длина (ОД) и рабочая длина (РД) — это размеры, составляющие длину пуансона; они могут быть наиболее важными размерами в любой программе для пресс-инструмента: наиболее важный РД-размер в первую очередь определяет конечную толщину, твердость и массу таблетки. ОД‑размер является стандартным размером и, следовательно, не имеет определенного допуска.
Стандартный размер определяется в Справочнике по оборудованию таблет-пресса как: размер, обычно не имеющий допуска, используемый только в информационных целях. Он считается вспомогательной информацией и не используется в производственных операциях или операциях контроля. Стандартный размер представляет собой повтор размера или выводится из других значений, показанных на чертеже или на соответствующих чертежах.
ОД-размер обычного пуансона состоит из допуска двух размеров (за исключением конфигураций пуансона для наконечника с плоской поверхностью): РД-размера с допуском ±0,001 дюйма [±0,025 миллиметра] и глубины чаши с допуском ±003 дюйма [±0,075 миллиметра]. Комбинация этих двух допусков дает возможное отклонение для ОД-размера в ±0,004 дюйма [±0,10 миллиметра].
Основная проблема, связанная с глубиной чаши и РД-размером, заключается в поддержании единообразия в наборе нижних и верхних пуансонов.* Наиболее важным из двух размеров является рабочая длина (РД), или длина от плоской головки до основания чаши (L.B.C.). Вариации РД-размера нижних пуансонов непосредственно приводят к изменениям толщины и твердости таблеток. Большие различия РД-размера нижних пуансонов вызывают изменение массы таблеток. Для таблеток с малой массой (< 100 мг) небольшие изменения РД-размера приведут к изменению массы таблетки.
На электронные устройства контроля массы (действующие по типу усилия прессования и толщины) воздействует РД-размер пуансона; эффект становится более выражен, если используется устройство для отбраковки отдельных таблеток с неоднородной массой и/или толщиной, чем при использовании устройства для контроля фактической массы.
РД-размер нового пуансона измеряется непосредственно с помощью заостренного наконечника индикатора, располагаемого как можно ближе к центру или самой нижней части чаши пуансона. Если изменение длины по всему набору пуансонов находится в пределах допуска, не нужно точно измерять РД в центре чаши пуансона, при этом каждый пуансон замеряется в самой глубокой точке чаши. Если на пуансоне присутствует тиснение или риска, наконечник индикатора располагают между символами тиснения или рядом с риской.
Выработка плоскостей головок пуансонов на протяжении общего срока службы набора пресс-инструмента может привести к тому, что значения ОД- и РД-размеров будут значительно отличаться от первоначальных значений для пресс-инструмента. Помимо необходимости регулировки копира для выталкивания таблеток, уменьшение длины этих значений не оказывает большого влияния, если изменение длины в наборе пресс-инструмента остается в пределах допуска.
РД-размер необходимо проверять как единое измерение, чтобы определить согласованность в пределах заданного допуска, а не для числа, получаемого путем вычитания глубины чаши из ОД-размера. Набор пуансонов следует разделить на верхние и нижние и проверить на наличие отклонений в диапазоне допуска РД-размера. Например, на однородность размеров проверяются все верхние пуансоны, а затем проверяются все нижние пуансоны. Если и верхний, и нижний пуансоны попадают в необходимый диапазон допуска, толщина, твердость и масса таблетки будут одинаковыми.
Хотя глубина чаши обычно не влияет на толщину таблетки, она должна быть подтверждена в пределах заданного допуска, чтобы обеспечить общую однородность таблетки. Большее изменение глубины чаши может привести к незначительному изменению твердости таблетки. Глубину чаши также следует проверять как единое измерение.
Толщина головки пуансона
На многих таблет-прессах толщина головки нижних пуансонов играет важную роль в поддержании постоянной массы таблетки и/или ограничении поднятия пуансонов наверх в момент окончательной регулировки массы таблеток и их выталкивания.
Хотя допуск для толщины головки пуансонов составляет ±0,010 дюйма [±0,25 миллиметра], отклонение при использовании нового набора пресс-инструмента обычно намного меньше диапазона допуска. При необходимости доработки головок пуансонов первоочередной задачей должно быть поддержание одинаковой толщины головки пуансонов во всем наборе.
Диаметр плоскости головки пуансона
Диаметр плоскости головки пуансона, скорость вращения роторного стола таблет-пресса и окружность роторного стола определяют время, в течение которого материал таблетки подвергается максимальному усилию прессования. Время максимального прессования, часто называемое временем воздействия, напрямую влияет на твердость и толщину таблетки.
TSM-спецификации для плоскостей головок пресс-инструментов типа B и D составляют 0,500 дюйма [12,70 мм] и 0,750 дюйма [19,05 мм], соответственно. Эти размеры относятся к диаметру плоскости головки до добавления 5/16 дюйма [7,94 мм] радиуса сглаживания между внешним углом головки и плоскостью головки. Спецификация основана на «предварительно смешанном» размере, а не на фактическом конечном размере, из-за сложности точного измерения того места, где заканчивается радиус сглаживания и начинается плоскость головки. Эти предварительно смешанные размеры часто обозначаются как «сверхострые углы (OSC)».
Для пуансонов В-типа плоскость головки составляет примерно 0,367 дюйма [9,32 миллиметра] после применения радиуса сглаживания. Аналогично, для пуансона D-типа плоскость головки составляет примерно 0,611 дюйма [15,52 миллиметра] после применения радиуса сглаживания.
Обычная практика доработки плоскости головок пуансонов на протяжении всего срока службы набора пресс-инструмента может привести к тому, что рабочая длина будет значительно отличаться от первоначальных значений пресс-инструмента. Для многих новых таблет-прессов, возможно, необходима повторная калибровка настройки таблет-пресса.
Прямые наконечники
Прямые наконечники, стандартная функция для нижних пуансонов, также может быть применена к верхним пуансонам. Эта зона на кончике пуансона по отношению к отверстию матрицы обработана с точным зазором, чтобы предотвратить потерю мелких частиц гранулята из отверстия матрицы.
Подрез/выемка кончика пуансона
Обычно чтобы обеспечить свободное перемещение кончика пуансона в отверстии матрицы подрезается область штока нижних пуансонов; подрез снижает вероятность застревания наконечника пуансона в отверстии матрицы. Подрез, или выемка, образует острый угол на заднем крае прямого наконечника; этот угол может срезать пленку со стенки матрицы, когда нижний пуансон движется вверх и вниз в матрице, и всегда должен быть острым. Такой подрез также можно создать на верхних пуансонах.
• • •
Специалисты компании Ист-Пак всегда готовы ответить на Ваши вопросы и оказать помощь в подборе соответствующего оборудования для производства таблеток и оснастки к нему.
Любые интересующие вопросы просим направлять по адресу sales@eapack.ru
Еще статьи по теме: